Optimizing Batch Distillation: A Case Study on Methanol-Water Separation in Aspen Plus
In our previous blog, we covered the basics of configuring a batch distillation column (BatchSep) in Aspen Plus, outlining the essential inputs required for problem-solving. In this post, we’ll delve into a case study to analyze and interpret the results from a batch distillation simulation.
Case Study Overview
We’ll focus on a batch distillation process involving a mixture of methanol and water. The feed mixture, consisting of 40% methanol and 60% water, is introduced into the column’s pot at a flow rate of 18 kmol/hr, operating under a pressure of 1 atm and a temperature of 20°C. The distillation column is a trayed column with a diameter of 10 cm and a tray spacing of 13 cm, featuring 10 equilibrium stages. The column is equipped with a total condenser where the reflux is a saturated liquid, and it includes a reflux drum. The process operates under a total reflux condition. Initially, 20 kmol of the feed is charged to the still pot and distilled over 1.1 hours with a negligible reflux ratio.
Heating is provided to the pot via steam at a rate of 300 kg/hr and a pressure of 3.5 bar. The heat exchanger, with a heat transfer area of 3.5 m², operates with a recirculation rate of 1 kg/hr. The goal is to achieve a final concentration of 1 mol% methanol in the still pot and a distillate concentration of 99.9 mol% methanol. The system operates at 1 atm, with a controller maintaining a condenser concentration of 98 mol% methanol by adjusting the steam flow rate in the heat exchanger.
Key Questions for the Case Study:
- What is the total batch time required to obtain a distillate with 99.9 mol% methanol?
- What reflux ratio is necessary to achieve a 1 mol% methanol concentration in the still pot?
Process Summary: Initially, 20 kmol of feed is introduced into the column, referred to as the charge. It takes 1.1 hours to transfer the 20 kmol of feed into the pot. After the feed is fully transferred, heating is applied to initiate the distillation process. Heating continues until the methanol concentration in the pot reaches approximately 1 mol%. Our objectives are to determine the required reflux ratio and the total batch time needed to achieve the desired concentrations in the distillate and the pot.
To solve this case study, we need to provide the following information:
- Setup
- Heat transfer
- Initial conditions
- Column internals
- Controller
- Operating steps
Setup
Feed:
- Molar flowrate: 18 kmol/hr
- Temperature: 20°C
- Pressure: 1 atm
- Mole fraction: Methanol – 0.4, Water – 0.6
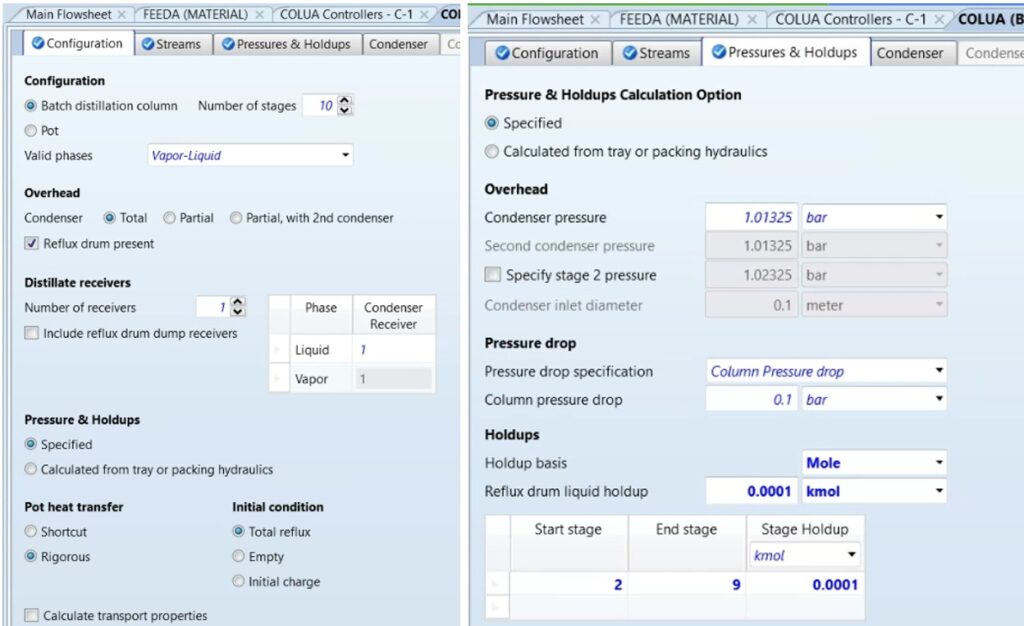
BatchSep: Configure the BatchSep parameters based on the details provided.

Heat Transfer
Utilize an external heat exchanger to supply heat to the pot. Ensure that all relevant information from the problem is accurately inputted.
Initial Conditions
Start with an initial charge of 20 kmol of feed in the column.
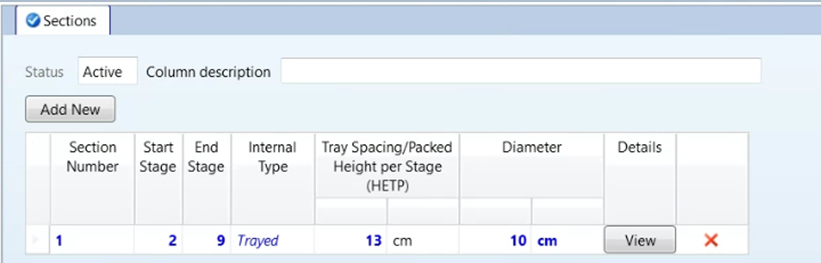
Column Internals
Specify the column’s internal configuration, including tray specifications and condenser setup.
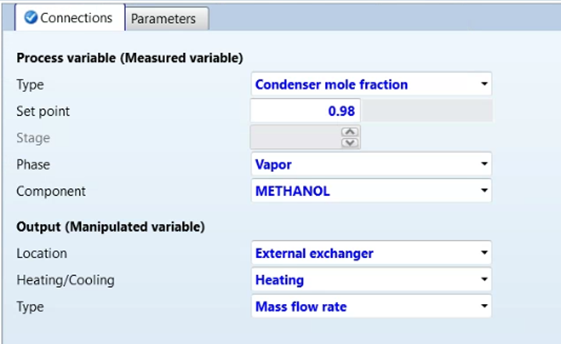
Controller
Set up the controller to maintain the desired methanol concentration in the condenser.
Operating Steps
OP-1: For the first 1.1 hours, provide a negligible reflux (1+e07) to the column. During this time, the 20 kmol of feed is being charged to the pot, so the reflux should be nearly zero.
OP-2: After the initial charging phase, apply an appropriate reflux to the column to achieve the desired product purity. The process should be stopped once the methanol concentration in the pot approaches 1 mol%.
After all this input provided, Reinitialize and Run the program.
Case Study Answers
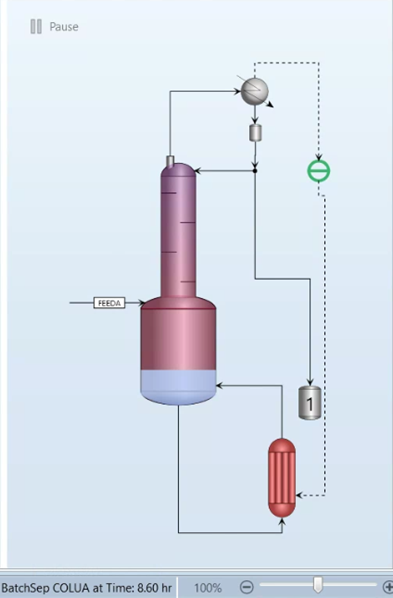
- Time Required for Desired Distillate Purity: The total batch time needed to obtain a distillate with 99.9 mol% methanol is 8.6 hours. This duration accounts for the initial charging of the feed into the pot and the subsequent distillation process to reach the targeted purity.
- Necessary Reflux Ratio: To achieve a 1 mol% methanol concentration in the still pot, a reflux ratio of 8 is required. This ratio ensures that the distillation process effectively separates the methanol from the water, resulting in the desired concentration levels in both the distillate and the pot.
Conclusion
In this batch distillation case study, we have determined that 8.6 hours of operation are needed to achieve a distillate purity of 99.9 mol% methanol, with a reflux ratio of 8 necessary to reach a 1 mol% methanol concentration in the still pot. These findings are crucial for optimizing the batch distillation process, ensuring both efficiency and product quality.